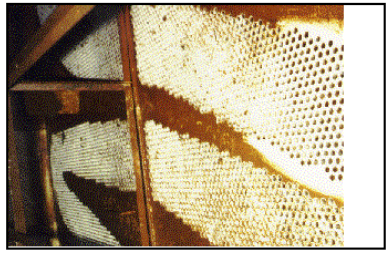
Condenser and Evaporator Tubesheet Coating: Heavy Rust, Pitting
Carbon steel tubesheets, heavy rust and pitting, two condensers and two evaporators.
Four carbon steel heat exchanger units in Wisconsin, two condensers and two evaporators, blasted, rebuilt, and coated to 40 mils with an immersion-grade epoxy system.
Condenser and Evaporator Tubesheet Coating · Wisconsin
The Problem
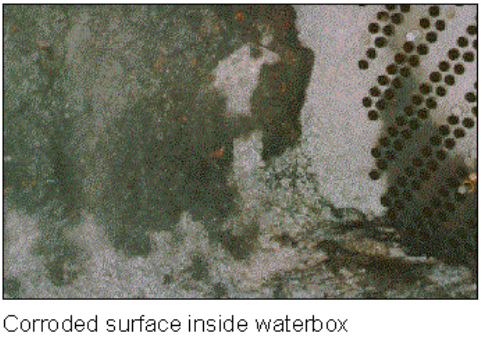
Heavy Rust and Pitting Across Four Units — Tube-to-Tubesheet Joints in Poor Condition Throughout
Four carbon steel heat exchanger units at a facility in Wisconsin had developed heavy rust and pitting across the tubesheets and associated heads and covers. The units included two condensers and two evaporators, all operating on treated city water. The tube-to-tubesheet interface was in poor condition across all four units, with pitting concentrated at the joints where ongoing corrosion had gone uncoated and unprotected.


Why Pitting at the Joint Is a Specific Problem
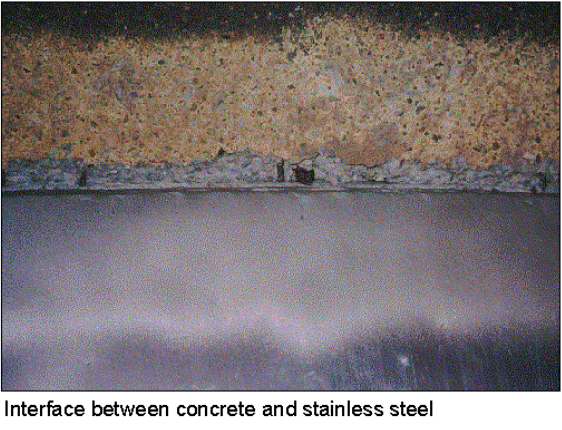
Pitting is particularly problematic at the tube-to-tubesheet joint because it creates voids that are difficult to clean, difficult to coat, and are exactly where water contact is most sustained. A pitted joint is a joint that is already losing material and will continue to do so until the surface is fully sealed.
Critical Variable
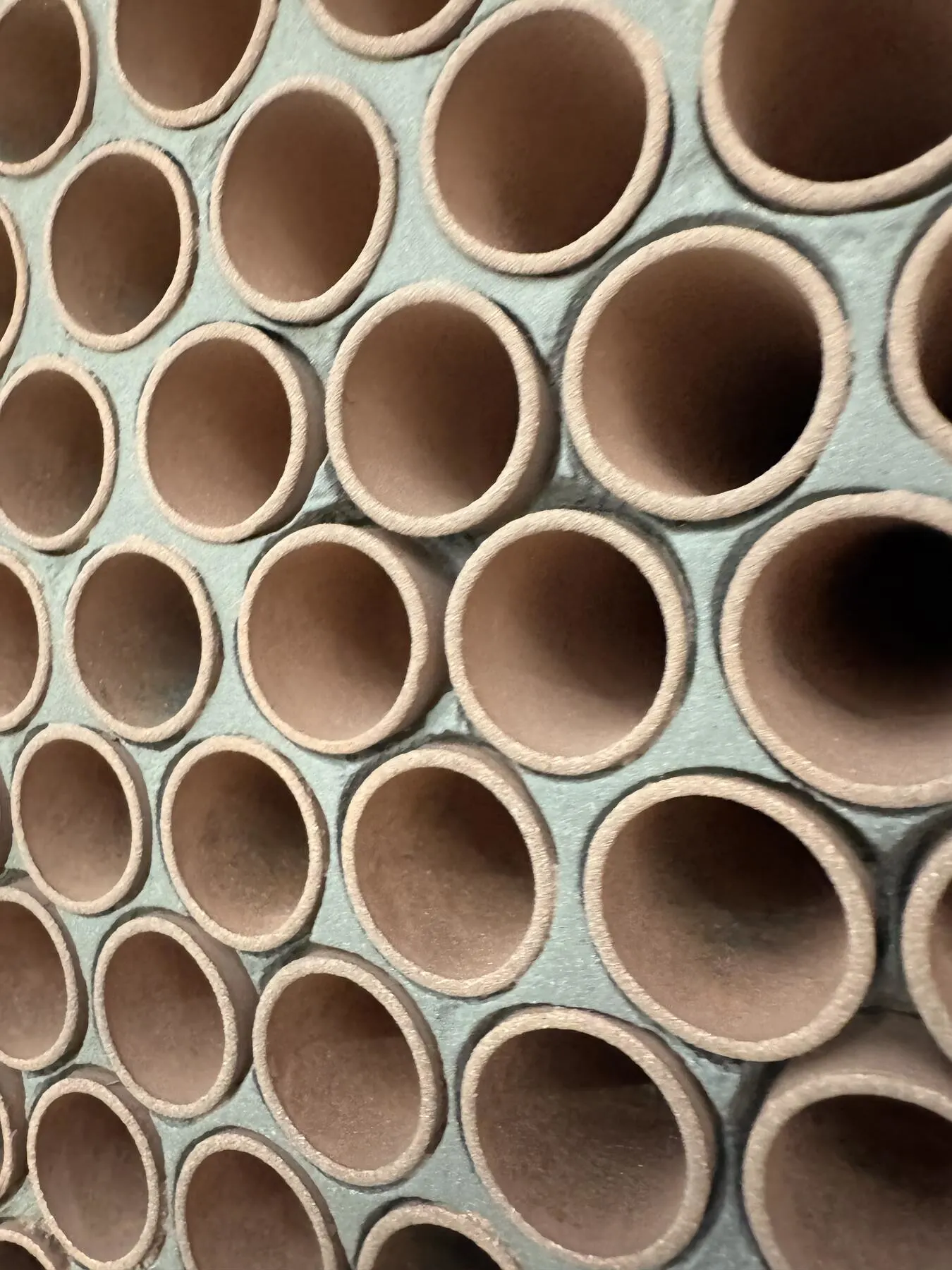
Retube Before Coating — Not After
The facility contractor performed a full retube of all four units prior to ARCOR's arrival, replacing the copper-nickel tubes and providing tube ends flush with the tubesheet face. Coating a tubesheet before a retube, or around protruding tube ends, leaves the most critical area of the surface partially inaccessible and incompletely protected. The correct sequence was followed here from the start.
The Solution
Flush Tube Ends, Pit Fill, 40-Mil Immersion Epoxy, Spark-Tested to Verify
Units Coated
4 (2 Condensers, 2 Evaporators)
Total DFT
40 Mils
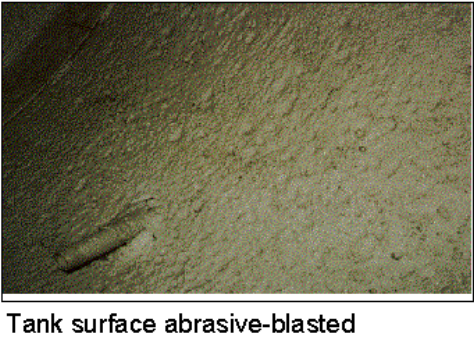
Blast Standard
SSPC SP-10 Near White
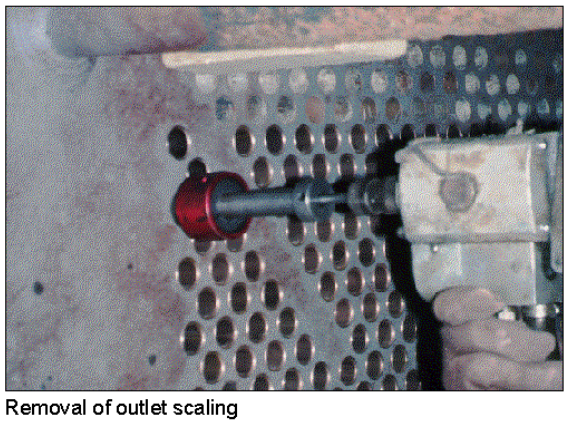
Flush Tube End Preparation
All tube ends were trimmed flush with the tubesheet face before surface preparation began. Flush tube ends eliminate the shadow zones that protruding ends create during blasting and remove the peak-and-edge geometry that creates weak points in any coating film.
Abrasive Blast and Surface Conditioning
All surfaces were abrasive blasted to SSPC SP-10 near white metal with a 3 to 4.5 mil anchor profile using garnet abrasive. A high-performance epoxy pre-primer was applied as needed to condition the surface before topcoating.
Pit Fill and Weld Seam Stripe
A ceramic-filled epoxy rebuilding compound was used to stripe all weld seams, fill pits in the tubesheets and covers, and address any damaged tube ends, ensuring a continuous and consistent surface before the topcoat system was applied.
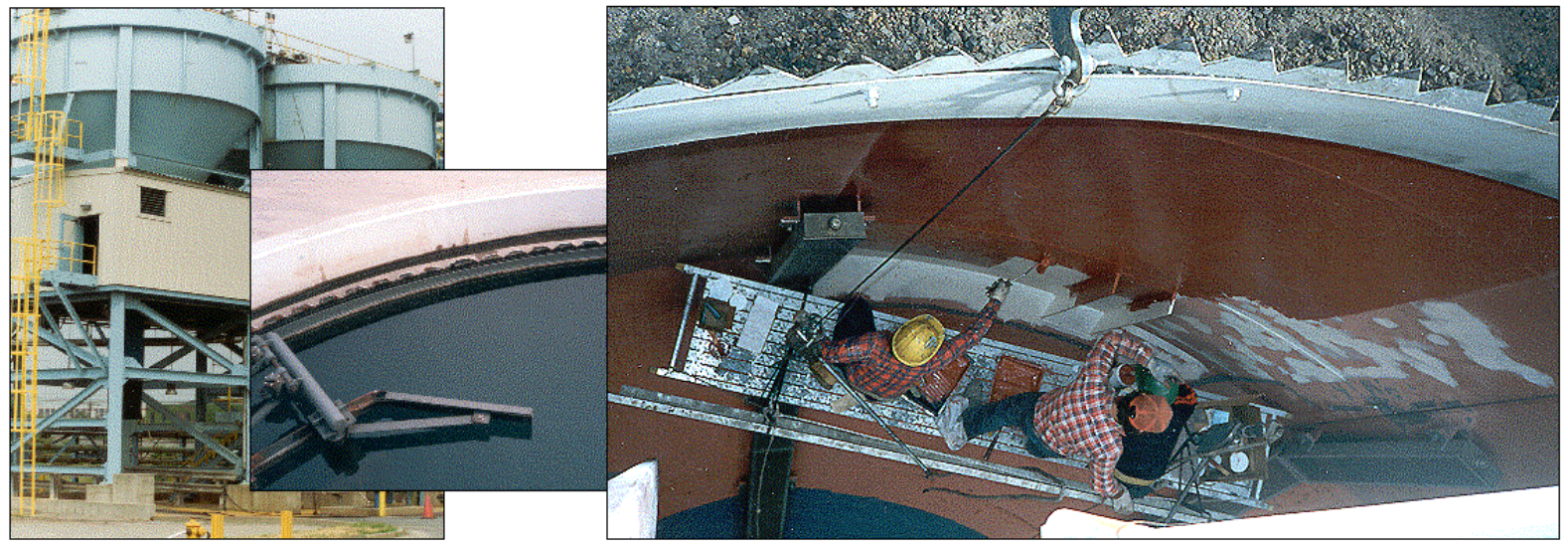
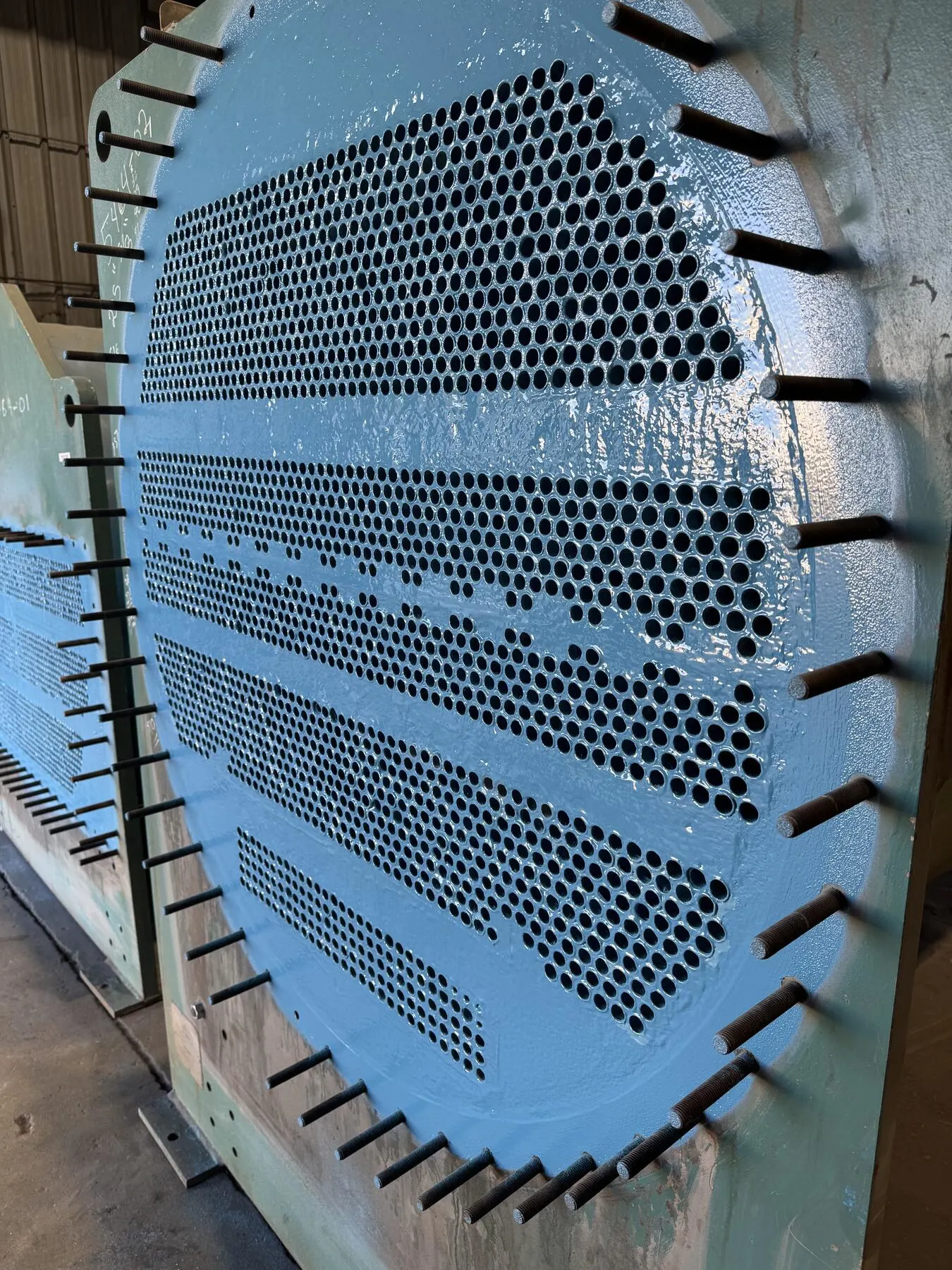
Two-Coat Immersion Epoxy Topcoat
Two coats of a 100% solids immersion-grade epoxy were applied by spray, roller, and brush at 15 to 20 mils per coat, building to a final dry film thickness of 40 mils across all tubesheets and associated heads and covers on all four units.
High Voltage Spark Testing
Spark testing was conducted on the completed coating to verify film continuity across the full surface, confirming no holidays or voids in the finished system.
The Result
All four units — two condensers and two evaporators — were coated and returned to service. The completed system provides full corrosion protection at the tube-to-tubesheet interface and across all internal carbon steel surfaces in treated city water service.




What This Case Demonstrates
The Solution Is Well-Established — Execution Is What Determines the Outcome
Condenser and evaporator tubesheets in water service are a straightforward corrosion problem with a well-established solution. The challenge is execution. The tube-to-tubesheet joint is the most critical area and the most difficult to prepare and coat correctly. Flush tube ends, thorough abrasive blasting, pit filling before topcoating, and sufficient film thickness are the variables that determine whether the coating system performs over the long term or fails at the joint within a few years. This project was set up correctly from the start, with the facility contractor completing the retube and providing flush tube ends before ARCOR arrived — which gave the surface preparation and coating work the best possible foundation.

High-performance epoxy systems for industrial repair and protection.