Corrosion and Wear in Mining Operations: Equipment Protection by Application
Mining & Minerals — Application Overview

Mining & Minerals · Application Overview
Mining and mineral processing equipment operates under some of the most demanding combined wear conditions in industry — high-velocity abrasion, chemical attack, impact loading, and continuous slurry contact. The following covers protective coating solutions by equipment type and failure mechanism.
Slurry Pumps
Dimensional Rebuild and Abrasion Protection
Problem
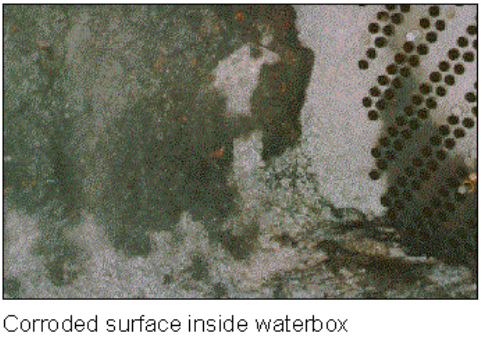
Slurry pump casings and impellers are subject to continuous high-velocity abrasion from ore particles in suspension. Dimensional loss occurs progressively — the pump continues to operate while efficiency degrades, making wear difficult to detect until output has already dropped significantly. Replacement of major pump components is expensive and lead times are long.
Solution
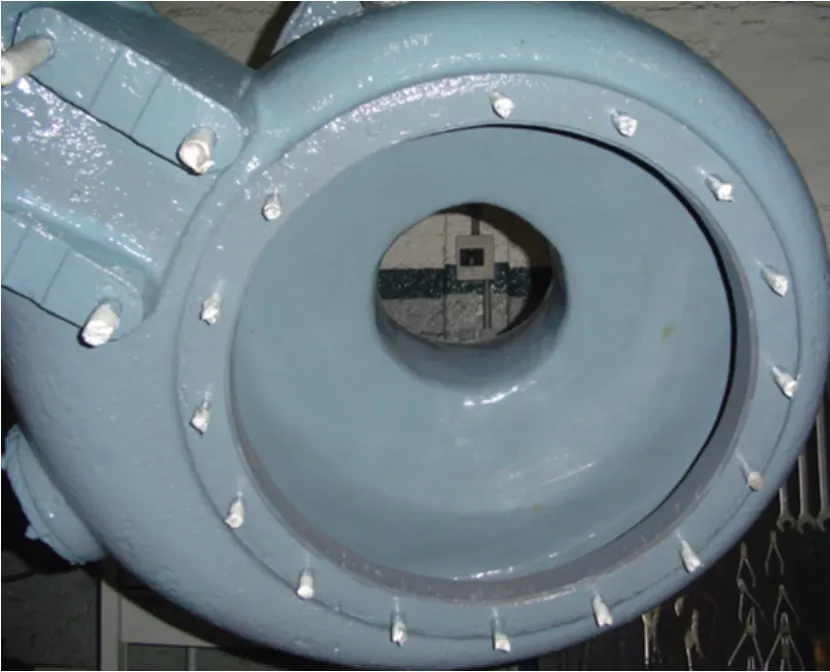
Worn casings and impellers are rebuilt to original dimensional specification using ceramic-filled epoxy rebuilding compound, then protected with a ceramic-filled abrasion-resistant topcoat. The rebuild restores hydraulic geometry; the coating extends the interval before the next rebuild is required. This approach has documented efficiency recovery comparable to new component installation at a fraction of replacement cost.
Chutes, Hoppers, and Transfer Points
Impact and Sliding Abrasion Protection
Problem
Material transfer points experience the highest impact and abrasion loading in the facility. Drop points absorb direct impact from ore falling under gravity. Chute walls and hopper liners are subject to continuous sliding abrasion as material moves across the surface. Failures are often unplanned because wear progression is difficult to monitor under continuous material flow.
Solution
Thick-film ceramic-filled epoxy linings applied to impact and sliding abrasion zones. System thickness is specified based on the severity of the wear mechanism at each location — impact zones typically require greater build than sliding abrasion areas. Ceramic filler content is selected to match the specific ore and material characteristics of the application.
Classifiers and Hydrocyclones
Quantifiable Wear Reserve and Planned Recoat Intervals
Problem
Classifiers and hydrocyclones operate with continuous particle contact across the full interior surface. Wear is distributed and relatively uniform, but relentless. Without regular DFT monitoring, these assets tend to run to failure rather than being recoated at the optimal interval.
Solution
Ceramic-filled abrasion-resistant epoxy coatings applied at specified thickness to provide quantifiable wear reserve. System thickness is selected to deliver a defined service interval between planned recoat cycles, allowing maintenance to be scheduled rather than reactive.
Flotation Cells
Chemical-Resistant Lining for Active Slurry Environments
Problem
Flotation cell interiors operate in a chemically active slurry environment. Process water pH, flotation reagents, and continuous slurry contact create a corrosion-dominated failure mode with a secondary abrasion component. Standard industrial coatings without adequate chemical resistance fail by blistering and adhesion loss rather than abrasive wear.
Solution
Chemical-resistant epoxy lining systems selected for compatibility with the specific flotation reagent chemistry and process water conditions at the facility. Chemical resistance verification against the actual process environment is required before product selection — flotation chemistry varies significantly between operations and generic data is insufficient for specification.
Process Tanks
Circuit-Matched Lining Selection
Problem
Process tank lining requirements vary significantly by circuit. General concentration tanks operate in moderately aggressive environments. Hydrometallurgical leaching, solvent extraction, and electrowinning tanks are a different category — concentrated sulfuric acid, hydrochloric acid, cyanide, and other leaching agents at elevated temperatures attack standard epoxy systems rapidly. Lining failure in a hydrometallurgical tank can mean process contamination, structural damage, and extended unplanned downtime.
Solution
General concentration tanks are appropriately protected with chemical-resistant epoxy systems. Hydrometallurgical circuits operating with concentrated acids at elevated temperatures require high-functionality epoxy novolac lining systems with documented resistance to the specific acid type, concentration, and operating temperature. Product selection requires chemical resistance verification against actual process conditions.
Tailings Handling
High-Volume Abrasive Stream Protection
Problem
Tailings circuits handle the highest-volume, most abrasive streams in the facility after the recoverable mineral has been extracted. Tailings slurries often carry fine, angular particles that are more abrasive per unit volume than the feed ore. Both steel and concrete components are subject to continuous wear, and the scale of tailings infrastructure means coating failures accumulate quickly into significant maintenance spend.
Solution
Ceramic-filled abrasion-resistant epoxy coatings for steel components — pump casings, valve bodies, pipe elbows, and chutes. Chemical-resistant and abrasion-resistant epoxy lining systems for concrete tailings infrastructure. Ceramic filler content and coating thickness are the primary variables governing service life.
Structural Steel, Motors, and Ancillary Equipment
General Plant Corrosion Protection
Problem
The general plant environment in a mineral processing facility — process water mist, chemical vapors, high humidity, and dust — creates a corrosive atmosphere that attacks all unprotected metallic surfaces. Structural steel, motor housings, gearboxes, and ancillary equipment represent a significant cumulative maintenance burden when corrosion is allowed to progress unchecked.
Solution
Chemical-resistant epoxy topcoat systems applied to prepared structural and ancillary equipment surfaces. Typically lower specification than process equipment linings, but providing meaningful service life extension at low application cost relative to the asset value protected.

High-performance epoxy systems for industrial repair and protection.